

Product
- Core Customization Service
- Health Care
- Electronic Appliances and Instruments
- Maternal and Child Supplies Molds
- Recreational Sports
- Home Furnishing Art
- Auto Accessories
- Transportation and Warehousing
- Lighting Fixtures
- Construction Equipment
- Packaging Product
- Educational & Laboratories
- Clothing Luggage Accessories
- Care and Cleaning Products
- Agriculture & Forestry
- Mechanical Equipment
- Pet Supplies
- Kitchenware







Family mold design service
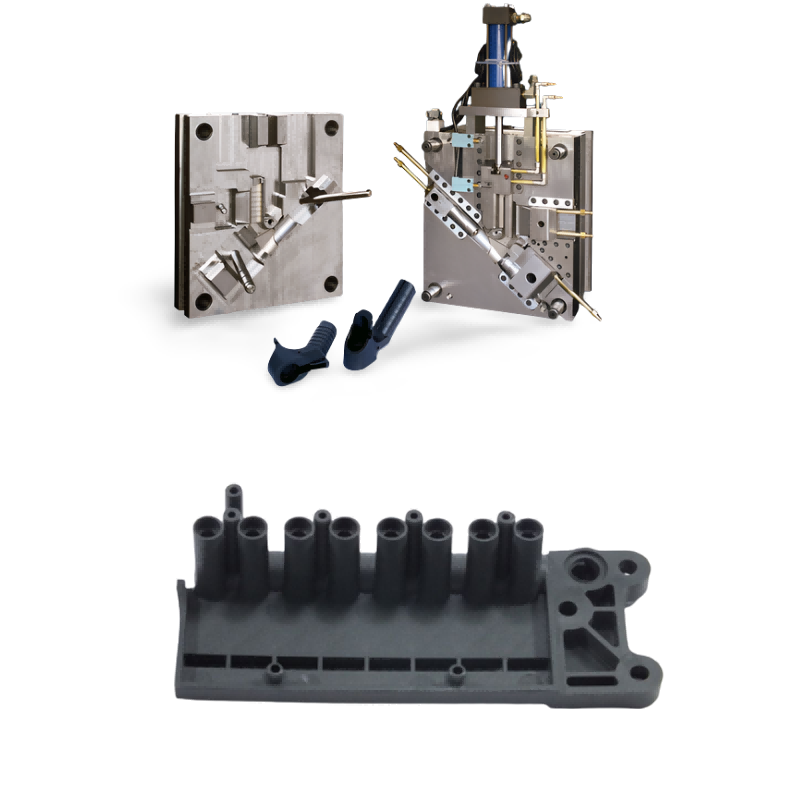
Ningbo (P&M) Plastic Metal Products Co., Ltd. has 17 years of mold manufacturing technology and can customize plastic injection mold parts moulding. We provide professional customized plastic injection mold parts moulding services, and we are a professional plastic injection mold parts moulding manufacturer. We have sufficient experience in selecting product raw materials and mold materials. In the process of customizing plastic injection mold parts moulding, our factory can provide one-stop service. We have design and production capabilities related to plastic injection mold parts moulding, such as: CAD design, mold manufacturing, injection molding, plastic product production, assembly and other technologies.
Send Inquiry
Product Description
In addition, our company has established cooperative relationships with plastic raw material suppliers, printing manufacturers, etc. to ensure the supply of raw materials and printing quality. Family mold design service Through our rich experience and perfect supply chain, our company can provide customers with high-quality customized plastic injection mold parts moulding products to meet their specific needs. At the same time, we have 10 years of professional foreign trade service experience, understand the foreign trade process, and better serve our customers. For Family mold design service, we can make corresponding plastic parts, which is mainly done through Family mold design service.


The key points of plastic injection mold molding revolve around mold design, process parameter control, and quality control. The following is a detailed summary:
I. Core Points of Mold Design (Directly Impacting Molding Quality)
1. Mold Structure Design
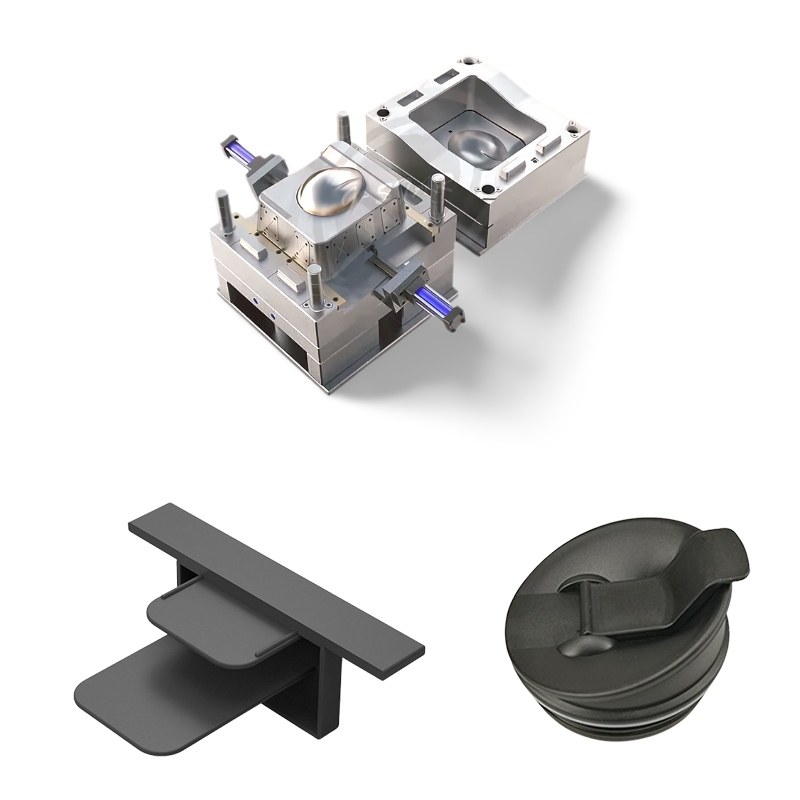
Parting Surface Design: Prefer flat or inclined parting lines to avoid flash or infill caused by complex shapes. For parts like plastic caps, pay attention to parting surface symmetry to minimize weld marks.
Cavity and Gating System:
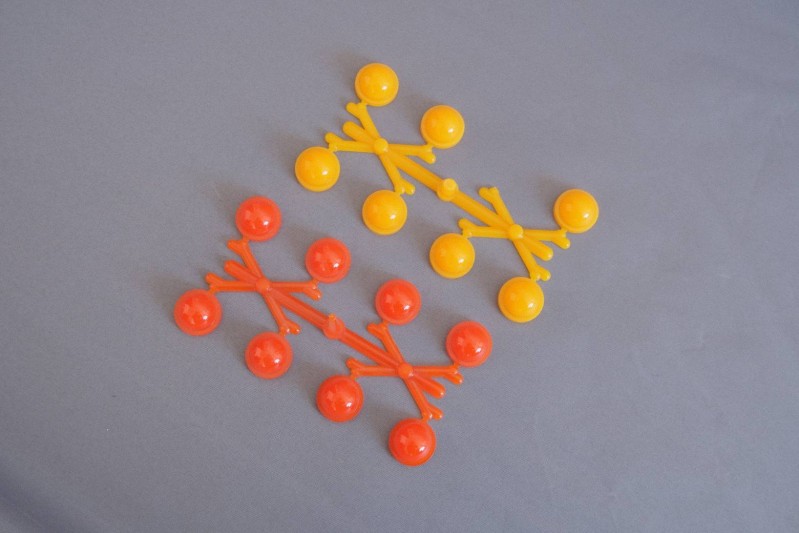
For cold runner injection molds, optimize the gating system design to reduce cold slug waste. The total volume of the part and gating system must be calculated (e.g., V = 10.3 cm³ in this example) to avoid insufficient injection pressure due to excessive volume.
The gate location should avoid decorative patterns on the part or stress concentration areas (such as rounded corner transitions). Side gates or point gates are more suitable for thin-walled or complex cavities. Ejector System Design: Ejector pins or ejector pins must be evenly distributed to prevent part deformation or mold sticking. The ejector height must match the part thickness (for example, thick-walled areas of trophy-style parts require longer ejection times).
2. Auxiliary System Design
Temperature Control System: Temperature control zones must be set based on material properties (e.g., ABS requires 210-250°C, PP requires 180-220°C). The temperature difference between thick-walled and thin-walled areas must be kept within 10°C to prevent shrinkage and warping.
Cooling System: Use circulating water or air cooling. Cooling time should be extended in thick-walled areas (30-60 seconds) and shortened in thin-walled areas (15-30 seconds). Mold strength must meet high-pressure cooling requirements (for example, steel molds can withstand higher cooling pressures).
3. Mold Strength and Lifespan
Mold strength is critical to ensuring product molding quality and lifespan. Material selection should be based on injection pressure, holding time, and part size (for example, a steel mold's lifespan should be ≥50,000 cycles, while aluminum molds are suitable for small-batch production). Thermal stress-induced cracking should also be considered. Strengthening should be achieved through rib reinforcement or localized hardening.
II. Key Pre-Molding Preparations (to Avoid Rework)
1. Product Structure and Processability Analysis
Dimensions and Precision: Define critical dimensional tolerances (IT11-IT13) and achieve these through high-precision mold machining (such as insert fit). Non-critical dimensions can be relaxed to reduce costs. Wall Thickness and Draft Angle: Wall thickness deviation must be ≤10%. Excessively thick areas require reinforcement or structural adjustments. Draft angles must be designed for all molding surfaces (≥3° for exterior surfaces, ≥1° for non-exterior surfaces) to prevent mold damage.
Corner Fillets and Transitions: Corners of the plastic part should be radiused ≥0.5mm to reduce stress concentration. Simultaneous rounding of the mold cavity extends mold life.
2. Material Property Adaptation
The shrinkage and flow properties of different plastics vary significantly, requiring targeted mold design adjustments:
Material Type Shrinkage Mold Design Key Points
ABS 0.5%-0.8% requires uniform cooling to prevent warping; gate location should avoid areas prone to weld marks.
PP 1.5%-2.5% allows for greater shrinkage; the cooling system needs to be enhanced to prevent sink marks.
PS 0.3%-0.5% requires uniform wall thickness (3-8mm) to avoid air bubbles; transparent plastic parts require a highly polished mold.
III. Process Parameter Control (Determines Molding Efficiency and Quality)
Parameter Type Key Points
Injection Pressure and Speed: Complex cavities require higher pressure (50-120 MPa) to ensure complete mold filling; speed should be adjusted in steps (slow injection for filling, fast injection for holding pressure).
Dwelling time is typically 10-30 seconds, but should be extended to over 30 seconds in thick-walled areas to prevent shrinkage cavities or sink marks caused by cooling shrinkage.
Cooling time: 30-60 seconds in thick-walled areas and 15-30 seconds in thin-walled areas to avoid deformation due to large temperature differences between the inside and outside. The cooling rate for steel molds can be controlled at 5-10°C/min.
Clamping force The maximum clamping force of the injection molding machine must be matched to prevent mold slip during mold closing (for example, ABS injection pressure is high, requiring a clamping force ≥ 800 tons).
IV. Precautions During the Molding Process
Mold Preheating: Raising the mold temperature (50-80°C) can reduce material sticking and improve surface finish (especially for transparent plastic parts).
Drying: Hygroscopic materials (such as PA) require pre-drying (80-100°C for 2-4 hours) to avoid porosity defects.
Production Batch Adaptation: Large-scale production requires steel molds and automated equipment (such as a robotic pick-up); small-scale production can use aluminum molds with manual assistance.
Cycle Optimization: Regularly clean the screw to prevent material residue; use a hot runner system to minimize weld marks and reduce waste.
V. Quality Inspection and Post-Processing
Defect Detection: Focus on checking for short spots (underfill), bubbles (air inclusion), and warpage (uneven cooling). Problems can be located using illumination or a coordinate measuring machine.
Dimensional Calibration: Based on the material shrinkage rate (e.g., ABS shrinkage is 0.5%).
We are a plastic injection mold parts moulding manufacturer, providing high-quality plastic injection mold parts moulding manufacturing. As long as you want to customize/develop plastic injection mold parts moulding products, you can find us. We have professional injection mold design and mature manufacturing technology, providing you with one-stop service, from product design-mold making-product production-product packaging-product transportation, we can help you in every link. As long as you come to us, we will provide you with the ultimate service and satisfy you in terms of product quality, production time, information dialogue, etc.
|
Product Name |
Family mold design service |
|
Pls provide |
2D, 3D, samples, or the size of the multi-angle pictures |
|
Mould Time |
20-35 Days |
|
Product time |
7-15 Days |
|
Mould precision |
+/-0.01mm |
|
Mould life |
50-100 million shots |
|
Producing Process |
Audit drawings - mold flow analysis - design validation - Custom Materials - mold processing - core processing - electrode machining - Runner system processing - parts processing and procurement - machining acceptance - cavity surface treatment process - complex mode Die - The entire mold surface coating - Mounting plate - mold sample - sample test - sending samples |
|
Mould cavity |
One cavity, multi-cavity or same different products be made together |
|
Mould material |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Runner system |
Hot runner and cold runner |
|
Base material |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Finish |
Pitting the word, mirror finish, matte surface, striae |
|
Standard |
HASCO, DME or dependent upon |
|
Main technology |
Milling, grinding, CNC, EDM, wire cutting, carving, EDM, lathes, surface Finish, etc. |
|
Software |
CAD,PRO-E,UG Design Time: 1-3 days (normal circumstances) |
|
Product material |
ABS,PP,PC,PA6,PA66,TPU,POM,PBT,PVC,HIPS,PMMA,TPE,PC/ABS,TPV,TPO,TPR,EVA,HDPE,LDPE,CPVC,PVDF,PPSU.PPS. |
|
Quality system |
ISO9001:2008 |
|
Establish time |
20days |
|
Equipment |
CNC,EDM,Cutting off Machine,plastic machinery,etc plastic suitcase mould zhe jiang |


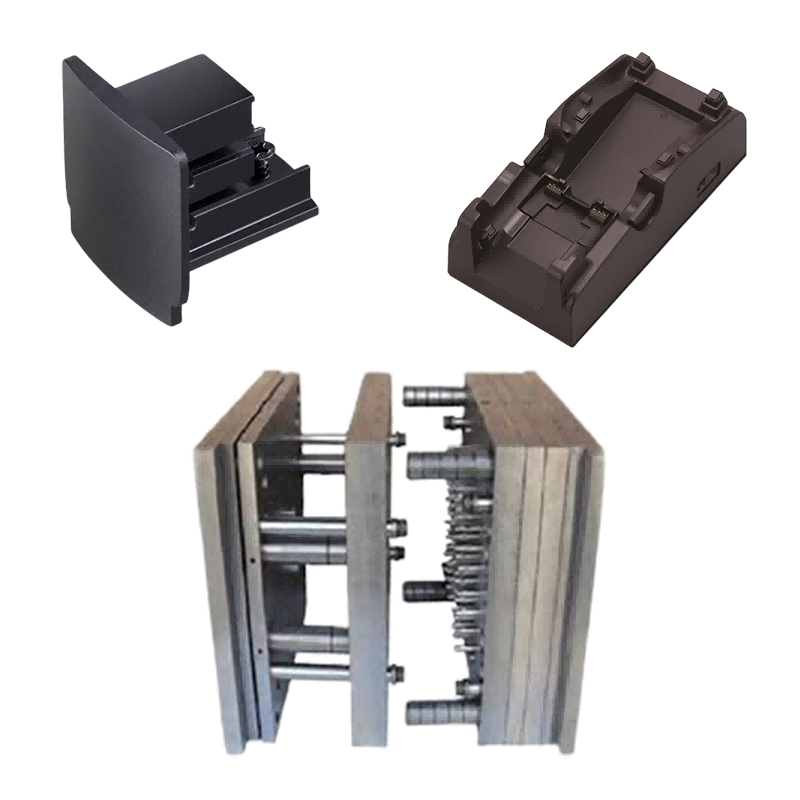
Plastic Injection Mould making

Plastic molding specifications

Mold design:




Transaction process:

Mold testing:


Product packaging

Factory
We are Custom Plastic Mold factory. Our factory is plastic injection mold maker. we has 17 years of experience in professional custom plastic mold and 10 years of foreign trade experience. We are custom Plastic Mold supplier. We can provide custom Plastic Mold service. Our factory can make the Injection molded plastic parts, and the quality of the products will satisfy you.
We have more than 50 high-end machines and hundreds of engineers and designers. We can provide one-stop service, from product design - mold making - product production - product packaging - transportation. We have a complete production chain. We can meet all your requirements.
Services we provide:
Professional custom mold service, Plastic mold design and manufacturing .plastic product production, product design, mold design, blow mold customization, rotational mold customization, die-casting mold customization. 3D printing services, CNC manufacturing services, product packaging, customized packaging, shipping services.










We always adhere to the principles of quality first and time first. While providing customers with the highest quality products, try to maximize the production efficiency and shorten production time. We are proud to tell every customer that our company has not lost any customer since its establishment.If there is a problem with the product, we will seek a solution actively and take responsibility to the end.

FAQ
Q1: Are you trading company or manufacturer ?
A: We are manufacturers.
Q2. When can I get the quotation?
A: We usually quote within 2 days after we get your inquiry.
If you are very urgent, please call us or tell us in your email so that we can quote for you first.
Q3. How long is the lead-time for mold?
A: It all depends on the products' size and complexity. Normally, the lead time is 25 days.
Q4. I have no 3D drawing, how should I start the new project?
A: You can supply us a molding sample, we will help you finish the 3D drawing design.
Q5. Before shipment, how to make sure the products quality?
A: If you don't come to our factory and also don't have the third party for inspection, we will be as your inspection worker.
We will supply you a video for production process detail include process report, products size structure and surface detail, packing detail and so on.
Q6. What is your payment terms?
A: Mold Payment: 40% deposit by T/T in advance, 30% second mold payment before sending out the first trial samples, 30% mold balance after you agree the final samples.
B:Production Payment: 50% deposit in advance, 50% before sending out the final goods.
Q7: How do you make our business long-term and good relationship?
A:1. We keep good quality and competitive price to ensure our customers benefit for best quality products.
2. We respect every customer as our friend and we sincerely do business and make friends with them, no matter where they come from.
Hot Tags: Family mold design service, China, Manufacturer, Supplier, Factory, Customized, Wholesale, Buy, Quality, Latest Selling, Made in China
Related Category
Send Inquiry
Please feel free to give your inquiry in the form below. We will reply you in 24 hours.








